The Art and Mistery of the Drawing and Flatting of Gold and Silver Wyre and the Making and Spinning of Gold and Silver Thread and Stuffe
A Section of the Bacton Altar Cloth - a 16th-century garment that is considered the sole surviving dress of Queen Elizabeth I.
First it must be understood that gold wire and silver wire are not two separate products. The wire is made of both metals. Imagine a pencil without its lead. The wood represents the silver and the painted outside the gold applied to the extent needed for different end usages. For generations the heaviest coating of gold amounted to two and a half per cent by weight of the whole. Indeed that was the Government specification until 1974 when the gold content was reduced to 2% and the solid silver underneath replaced by silver plated cupro-nickel. However that change has not altered the manufacturing processes, which, apart from the introduction of more sophisticated machinery, are not substantially different to those introduced into England from Germany in the sixteenth century. Despite the use of precious metals the trade is fundamentally part of the textile industry. The wire drawer starts with a bar of silver which must be thoroughly cleaned and polished to remove the slightest suspicion of any tiny crack or impurity or dust. It is then wrapped in gold leaf beaten out of pure gold. This gold leaf first having been carefully weighed to produce the exact percentage gold content required in the finished product. It is vitally important that this gold leaf is spread exactly evenly along and around the silver bar. Consider that, say, 40 inches of silver bar about one and a half inches in diameter so covered may be drawn out to a length of 400 miles of which any yard or so is liable to be assayed to reveal the correct gold content. This gold leaf covered bar is then heated so that the gold just begins to sink into the surface of the silver, really to an immeasurable extent, then it is burnished in.
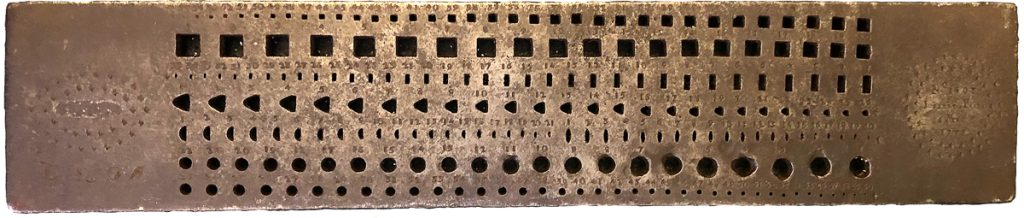
1771 drawplate - photo courtesy Tom Scott
From this point on there is an ever repeated process of drawing, not extruding, through a hole on a drawplate, whose diameter is a little less than the bar, producing the rod, then thick wire and then the very thin wire. Modern machinery enables the finer wires to be drawn through 25 or more holes pierced in diamonds in one operation. At first steel dies are used, then tungsten carbide dies and finally diamond dies. This may sound simple but always the greatest care must be taken to ensure that no gold is scraped off and at regular intervals the metal must be annealed (heated) to maintain its ductility.
Really the key to the whole process of wire drawing is the maintenance of the funnel shape and perfect smoothness of these holes. Just imagine polishing the walls of a hole bored through a diamond which has a diameter of two thousandths of an inch or even less. Once this drawing out process has produced what is recognisably wire, the elongation through each die is about 12% and this drawing out continues until the desired diameter wire is reached. For most subsequent processes the wire, always with its original proportion of gold to silver (or cupro-nickel) is reduced to between 0.004 and 0.002 inches, which latter is just a little finer than the average human hair.
Next, one of two things happens. Either the round wire is turned into something else or it is flattened into a strip by passing between two steel rollers, which must be kept very highly polished.
One major use of the round wire is as weft in the weaving of gold lace of the type used by the Royal Navy around the sleeves or on shoulder straps. This same lace was worn by Lord Nelson at Trafalgar, by Lord Jellicoe at Jutland and by Earl Mountbatten in World War II. It is also used by most airlines and the Mercantile marine on their uniforms. The round wire may be coiled like tiny springs, called purl, which are then cut up into very short lengths and used for the hand embroidery of badges and insignia by passing a needle and cotton though the middle of the little “spring” (purl) to sew it on to the cloth in the design required. Contrasts can be achieved by a mixture of dull and shiny purl interspersed with coloured yarns, gold threads, sequins etc.
RLC Field Officer's Jacket
Modern speciality wire
The flattened wire or strip is used to make gold thread by wrapping it round silk, cotton or rayon. The gold thread is then used as weft for making laces, braids, cords or fringes or indeed weaving ships’ names into sailors’ cap tallies. Much thicker gold thread, made by a similar process, will be used in hand embroidery, for example the “scrambled egg” on cap peaks or on ecclesiastical vestments.
All of this remained virtually unchanged through the ages except that during the last quarter of the 20th century, metallised plastic strip has also been used in the manufacture of gold thread to cover the rayon or cotton yarn. Since the beginning of the last century many cheaper articles have been made with similar purls and threads made with electro-gilt silver plated copper wire which has a much lower gold content of maybe three or four parts per thousand and is hence a lot more economical.
The gold and silver wire, having been turned into purl or thread, is used for the embroidery of badges, banners, heraldic devices, vestments and insignia of all kinds varying from a simple blazer badge to a Regimental Colour. It is also used for weaving the trimmings of all sorts of uniforms from a Commissionaire to an Admiral of the Fleet. It will also be seen on ceremonial uniforms, like those on parade at the Trooping of the Colour, and on ceremonial regalia of all descriptions, an excellent example of which is the Lord Mayor’s black silk robe adorned with many of the products of the Gold and Silver Wyre Drawer.